(3) 考虑机台动态、模具动态,选择最佳的组合条件生产,若最佳组合已被使用,可选择次佳的替代方桉生产。
1.2 提供资讯平台,以利接单、产销协调与相关决策
(1) 即时提供人员、机台接单排程的负荷动态资讯,可以之作为产销协调及业务接单交期参考。
(2) 业务可以透过系统了解相关订单的排程,包括选用的机台及模具。
(3) 经营层可以随时透过云端了解接单负荷状况,进行产销决策调整。
1.3 提供生产资源及运用计划与动态,可有效监控与管理
(1) 即时提供设备状态、保养计划、故障维修动态及记录。
(2) 即时提供模具状态、模具维修保养动态及记录、模具使用计划。
(3) 连结并提供人员计划与生产行事曆。
(4) 提供生产完工记录(日报表)及生产有效稼动率分析(逐日及定期)。
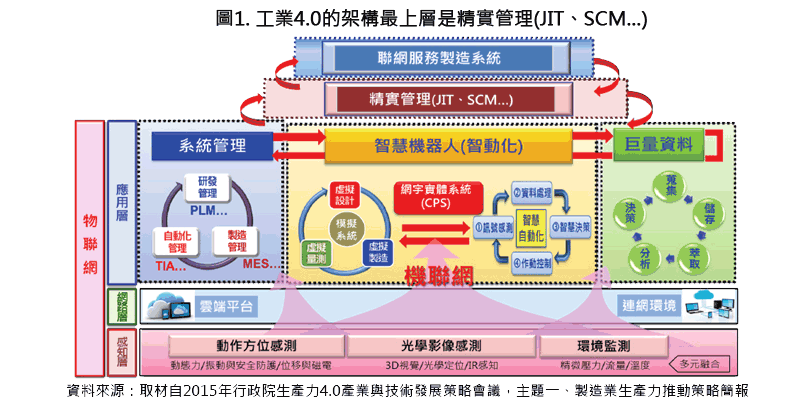
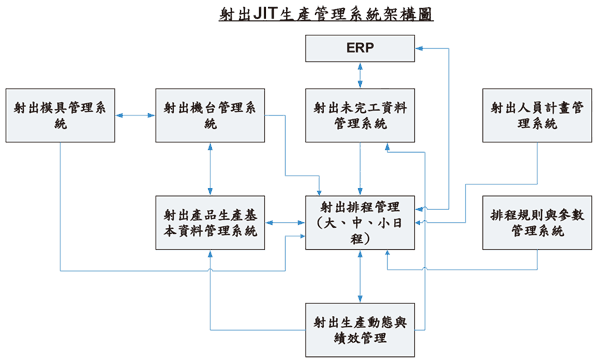
1.4 可以和ERP系统及未来的工业4.0连结整合运作
(1) 可以连接生产过程的物联网反馈的进度生产数据。
(2) 未来若客户要知道他的订单排程状况,可以透过网路架构即时取得讯息。
2. 系统的功能特性
2.1 以射出製程的特性,限制条件进行系统设计,包括下列重点:
(1) 机台、模具的生产最佳组合与可替代性。
(2) 不同产品使用共模模具的互斥性。
(3) 併模生产:相同模具生产不同工单的产品,可以合併生产,减少上下模次数,可依下列方式合併生产:
a. 依生产排程的生产间隔天数併模生产一批的完工日和下一批开工。
b. 依最小生产时数併模生产。
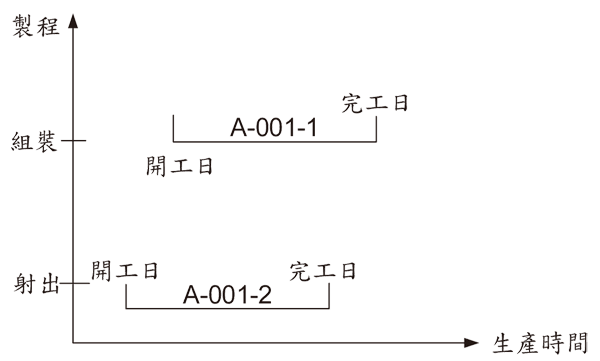
2.2 以精实生产原则排程,但可弹性调整要
(1) 由后往前拉排程,缩短整体生产时程及在製存量(和MRPⅡ不同)。
(2) 若机台在n日内有空档,可以选择一定期间内工单提前生产,亦可安排暂停机。
(3) 当订单内有一些品项排不上线时,可显示原因,若机台有空档,必要时可选择提前生产。
(4) 原则上先自动排程,但人员可以视需要进行手动调整排程。
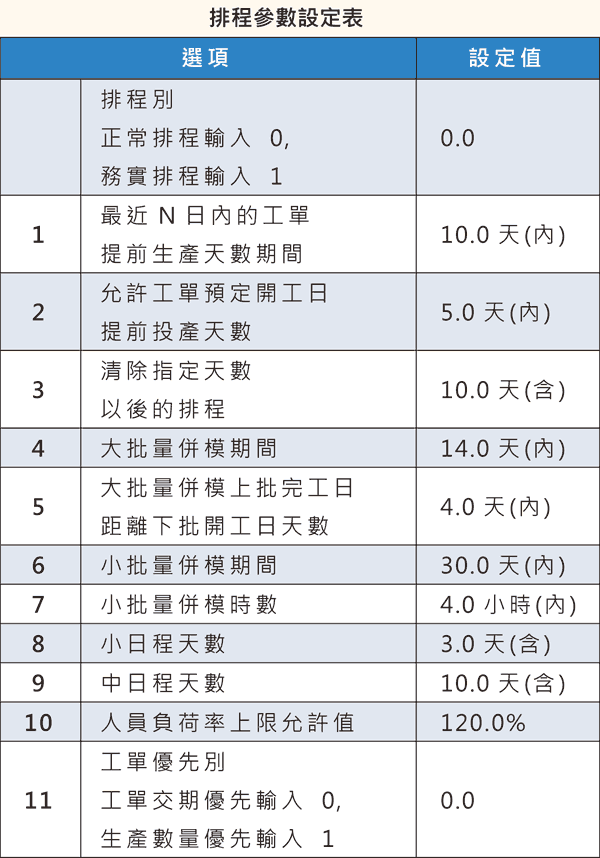
2.3 可以依公司的状况设定生产排程
(1) 排程条件予以参数化,不同公司或工厂可以依其状况设定。
(2) 可以依不同国家/地区的法令及节日设定人员计划及生产行事曆,且有局部暂停生产的选择。
(3) 排程快速:若对大排程有疑虑,可以启动重排,在 2~3 分钟内搞定。
(4) 排程有异常可即时显示,并有相关报表资讯提供,可以即时修正或协调。