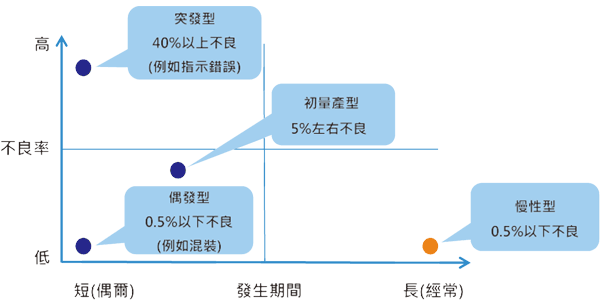
(1)「突发型」不良就是一般所称的异常,它大都属于管理系统出了问题;
(2)「偶发型」的不良数(率)虽很低,但不容易检出,时常到客户手上才被发现,此类型问题大都是作业人员疏忽所致;「初量产型」不良常发生在新产品导入量产初期,不良率虽偏高,但只要用一般QC手法并搭配治工具,很快就能降低不良率;
(3)「慢性型」不良之所以长期间存在,就是因为不良的原因複杂,不易对症下药,在高速自动化生产要求高精密度、高可靠度之下,虽然慢性不良率极低,却不容许存在,消除慢性不良刻不容缓。
而想要解决这些的品质问题,尤其是针对的第三项的「慢性型」不良。想要消灭长时间发现的慢性不良,则必先瞭解它的原因种类:
1. 有单一的原因,但形成这原因的事项却很多,而且常改变;
2. 有複合的原因,但其要因的组合却常改变。
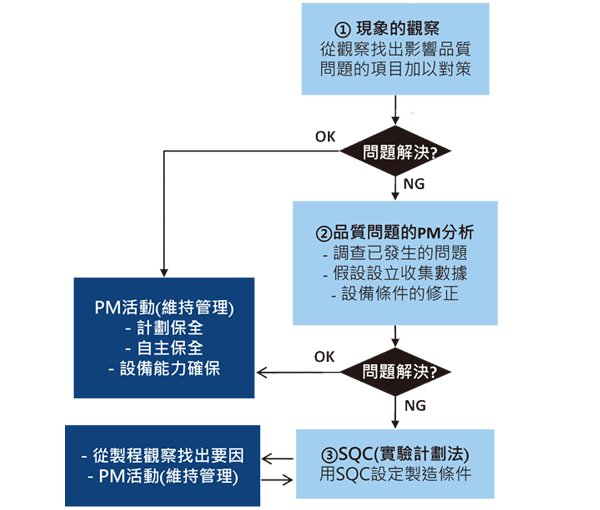
要因多又複杂且动态变化下,靠要因分析、层别(例如特性要因图)等QC七大手法或统计手法是无法解决问题的,因此在此特别介绍PM分析结合SQC的解决方桉。
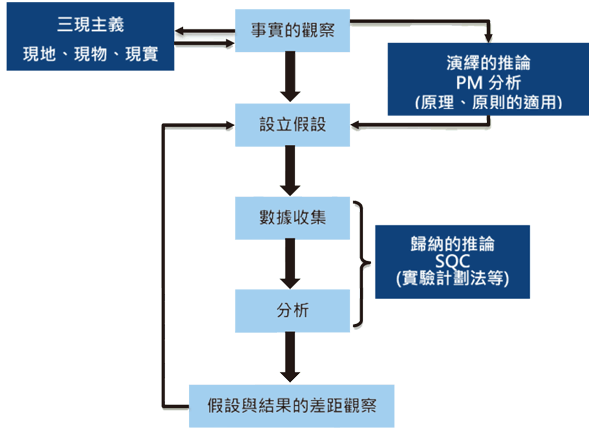
(1) PM分析是对慢性不良,将其加工原理、原则做物理性演绎推论,使不良现象的结构能明朗呈现的一种手法。
(2) SQC基本上是仔细观察现象,依此收集相关数据,从变异数值中找出原因加以对策,降低变异。SQC的问题解决原动力在于所谓「层别」的概念。层别是将母群体分成几个层次。层次儘量均一,层间的差异要大(比如偏上限群与偏下限群),再从差异中找出特徵,也就是从层别因子归纳出因果关係的规则,对问题的解决提 供有效的启示。
但SQC是依问题的观察,直接设立假设,然后展开收集数据、分析、归纳论证、修正假设,再根据新假设去收集数据…如此循环多次,有时还得不到结果。这是因为SQC在观察及层别阶段,缺乏PM分析中的原理、原则及构造等关连技术的知识来排除无关或弱相关的因子,使假说的设立单纯化。慢性问题解决的步骤,先以PM分析将一些与物理结构性劣化等慢性缺陷(如设备劣化)因素除去,剩下的问题,则由较细腻的SQC手法来解决,这两种手法结合成如图二的相辅相成的关係。